Welcome to the official website of Lianyungang Weide Composite Equipment Co., Ltd!中文版
fixed telephone:0518-85703836 139-6139-5177

Mr Guo: 139-61395-177
Telephone:0518-85280006
mail:247254853@qq.com
Web:http://www.wdfrp.com
address:Xinniu Highway North, Hongmen Industrial Park, Lianyungang City, Jiangsu Province

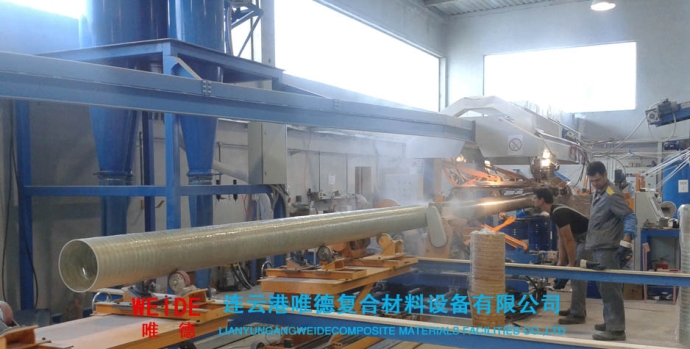

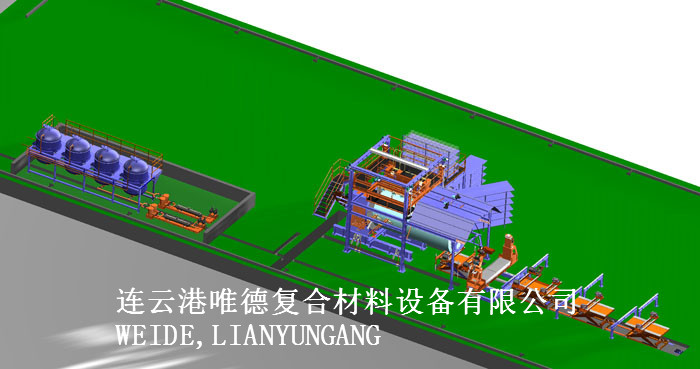
Introduction to CFW Continuous Pipe Filament Winding Machine
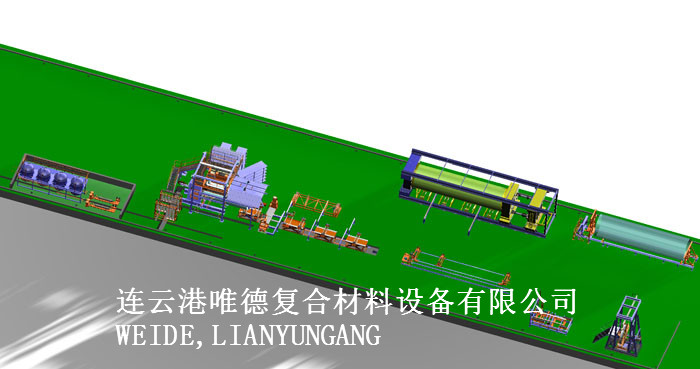
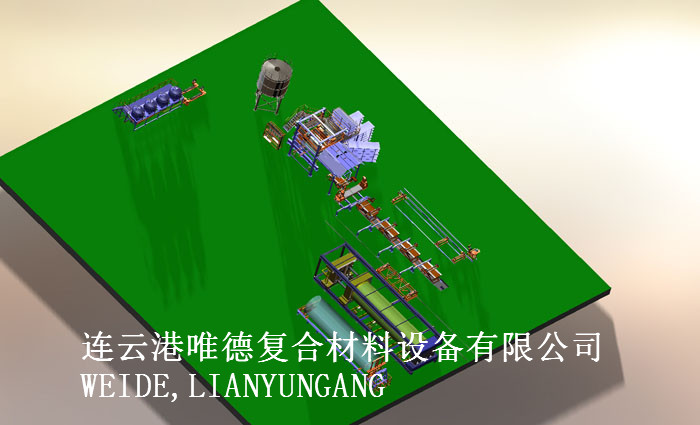
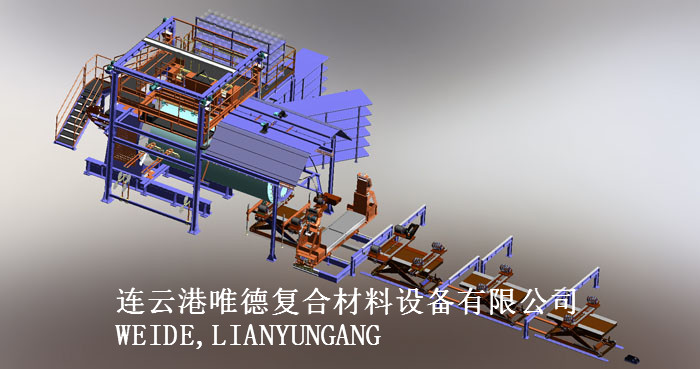
Equipment function, composition and working principle:
Function--
As the main equipment in the production line, this CFW 3000 continuous filament winding machine is designed for the GRP pipe manufacturing.
Composition--
It mainly consists of mandrel driving device, overall frame, steel band pusher, beam cam disc, band circulating head, band exit head, beam for band supporting, steel band, liner chopper devices for liner and structure, sand feeding device, chopped roving shelf for liner and structure, hoop roving shelf for liner and structure, resin mixing and spraying devices for liner and structure , infrared heating system, mylar winder, surface veil winder, external layer winder, pneumatic rollers for liner and structure, finishing pneumatic roller, Hydraulic lifting table, online cutting & grinding device, dust collector, PLC control system, electrical control system, etc.
Working Principle--
The main transmission of the winding machine is assembled with mould consisting of cam disc, band exit head, band circulating head, beams for band supporting and closed-loop steel band.
Once the mould rotates with the transmission, steel band winds on the beams distributed around the circle of cam disc and moves in the axial way under the impetus of pushers. Band will be pushed forward at one band width with every complete revolution of the mandrel. When it arrives the rear end of the beam, steel band will be led into mandrel’s hallow tube via exit head and circulating head, and then return to the very starting point. In this way, steel band forms a circulation process of winding, pushing forward, leading out, leading in and rewinding.
Wind the mylar and surface veil onto the band as it forms the winding cyclic movement. And, simultaneously, onto the band, spray resin through spraying device for liner layer and structure upward side, spread chopped roving via chopper devices for liner layer and structural layer, feed sand by sand feeding device, and wind hoop roving from the roving shelf. After the hoop roving, chopper, resin and sand on the band are completely mixed and impregnated with the effect of pneumatic roller, it moves forward with band in the axial way into the infrared heating area to be cured and then moves on until leave the band mould. Hydraulic lift table will rise sequentially and the rollers on the table support the cured pipe. Pipe will be cut after it reaches a certain length and both ends are trimmed by online cutting and trimming devices. In this way, the production of a pipe is done. The amount of chopped roving for liner layer and structural layer, hoop roving, sand as well as resin are preset and controlled by PLC which also controls the temperature of resin and sand.